Infrastructure
Our infrastructure integrates advanced technology, controlled processing environment, and structured quality systems throughout the entire manufacturing process.
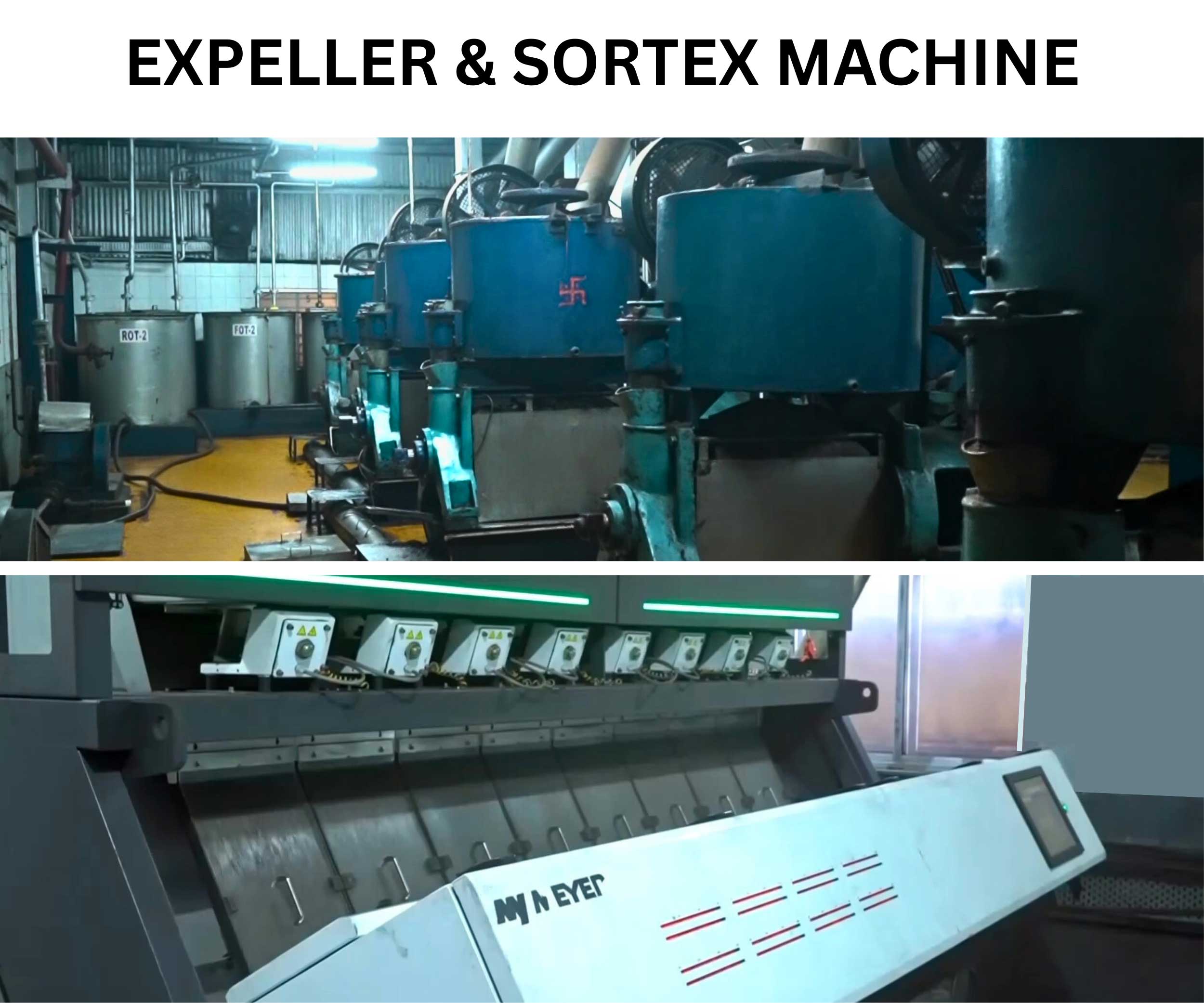
Our oil-mill division runs on state-of-the-art equipment that handle every step of Sesame Seed processing: sorting, cleaning, crushing, and extraction. This highly automated line ensures that only the finest, contaminant-free seeds go into our presses, producing natural and premium sesame oils.
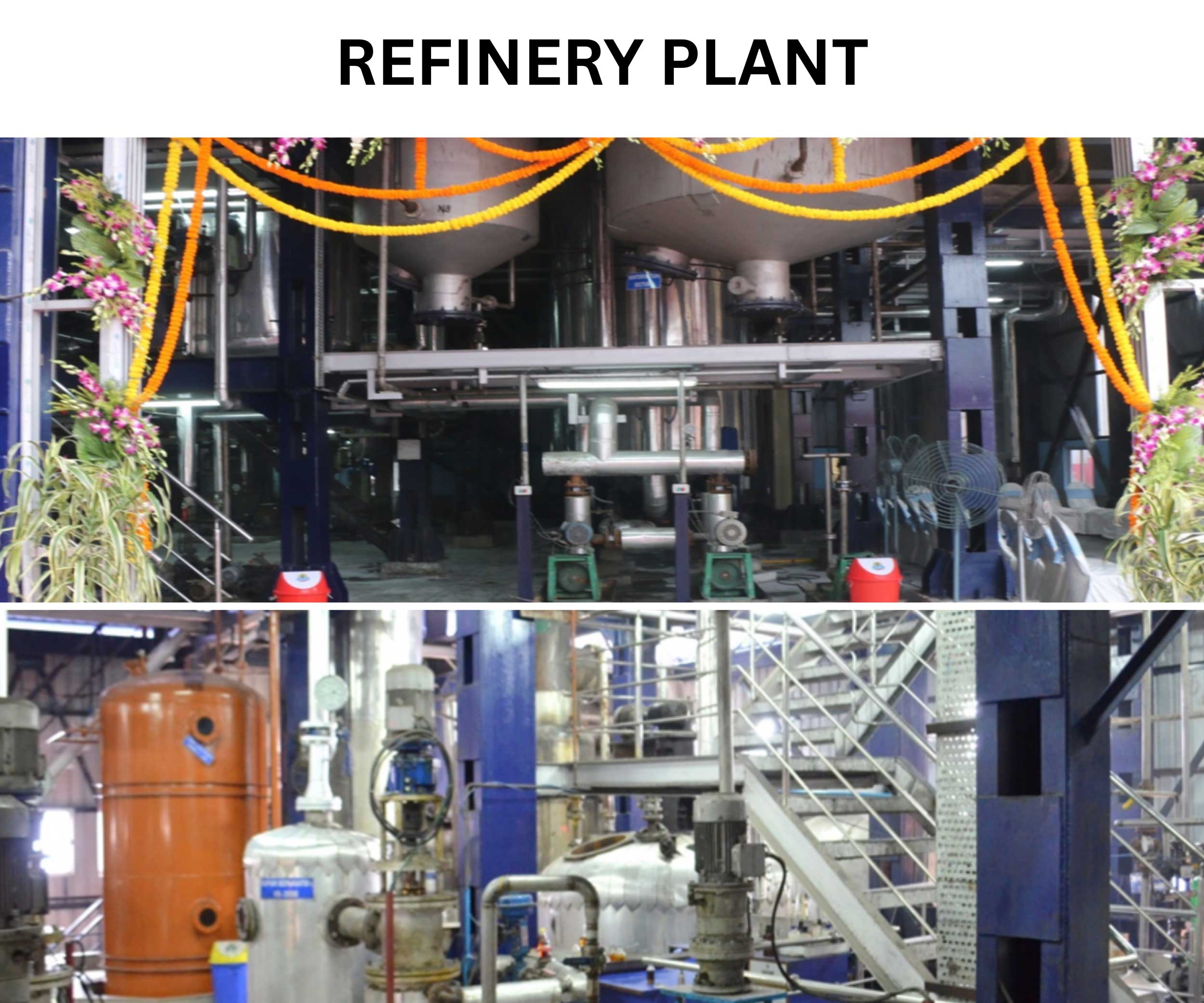
Our refinery unit is equipped with advanced technology such as European centrifuging systems, Japanese winterizing technology, stainless steel tanks, water and effluent treatment plants, and an automated nitrogen-blanketed packaging line.
Our in-house laboratory is NABL-accredited, ensuring all our products meet stringent chemical and physical standards. We also abide by APEDA approvals for our export operations, underscoring our commitment to global compliance and consistency.
VINAYAK OIL & FATS PVT. LTD.

- Refining capacity of 170 TPD including 50 TPD winterization
- 40 MS/SS storage tanks with total 5,500 MT capacity
- 35,000 sq. ft. integrated packing unit with automatic packaging machinery
EDIBLE AGRO PRODUCTS LTD.

- Sesame Oil pressing capacity of 16 MT/day
- Seed Processing & Sortex of 100 MT/day
- Buhler technology empowered facility